Báo cáo đề xuất cấp GPMT nhà máy sản xuất dây thép
Báo cáo đề xuất cấp GPMT nhà máy sản xuất dây thép các loại – Công suất 9.500 tấn sản phẩm/năm. Sản xuất các sản phẩm thép chất lượng cao, đa dạng về chủng loại, từ dây thép mạ kẽm, dây kẽm đến lưới thép hàn, phục vụ các ngành công nghiệp và xây dựng.
Ngày đăng: 27-11-2025
662 lượt xem
DANH MỤC CÁC TỪ VÀ CÁC KÝ HIỆU VIẾT TẮT.......... v
DANH MỤC CÁC BẢNG.................................................................. vi
DANH MỤC CÁC HÌNH VẼ................................................................ ix
THÔNG TIN CHUNG VỀ DỰ ÁN ĐẦU TƯ......................................... 1
3. Công suất, công nghệ, sản phẩm sản xuất của dự án đầu tư............. 3
3.1. Công suất của dự án đầu tư............................................................... 3
3.2. Công nghệ sản xuất của dự án đầu tư, đánh giá việc lựa chọn công nghệ sản xuất của dự án đầu tư.... 3
3.3. Sản phẩm của dự án đầu tư.............................................................. 11
4. Nguyên liệu, nhiên liệu, vật liệu, phế liệu, điện năng, hóa chất sử dụng, nguồn cung cấp điện, nước của dự án đầu tư....12
4.1. Nguyên liệu, vật liệu của dự án................................ 12
4.2. Nhiên liệu sử dụng của dự án........................................... 12
4.3. Nhu cầu hóa chất sử dụng..................................................... 13
4.4. Nhu cầu sử dụng, nguồn cung cấp nước................................ 15
4.5. Nhu cầu sử dụng, nguồn cung cấp điện................................... 16
5. Các thông tin khác liên quan đến dự án đầu tư............................ 16
5.1. Vị trí địa lý............................................................................... 16
5.2. Cơ cấu sử dụng đất................................................................ 18
5.3. Danh mục máy móc, thiết bị............................................... 20
5.4. Nhân lực và thời gian hoạt động................................ 22
5.5. Tiến độ thực hiện dự án............................................. 22
Chương VIII.......................................................................... 147
CAM KẾT CỦA CHỦ DỰ ÁN ĐẦU TƯ................... 147
Chương I
THÔNG TIN CHUNG VỀ DỰ ÁN ĐẦU TƯ
1.Tên chủ dự án đầu tư
CÔNG TY TNHH SX TM XNK THÉP ....
- Địa chỉ văn phòng: Cụm công nghiệp Thiên Lộc Thành, Ấp 4, xã Mỹ Lệ, tỉnh Tây Ninh.
- Người đại diện theo pháp luật của chủ dự án đầu tư: Ông ......
+ Chức vụ: Giám đốc
+ Địa chỉ liên lạc: Ấp Đồng Tràm, xã Long Thạnh, tỉnh An Giang.
- Điện thoại: ......... ;Email:...........
- Giấy chứng nhận đăng ký doanh nghiệp Công ty trách nhiệm hữu hạn hai thành viên trở lên với mã số doanh nghiệp: ...... được Phòng đăng ký kinh doanh thuộc Sở Tài chính tỉnh Tây Ninh cấp đăng ký lần đầu ngày 09/02/2015, đăng ký thay đổi lần thứ 7 ngày 17/09/2025.
2. Tên dự án đầu tư
NHÀ MÁY SẢN XUẤT DÂY THÉP CÁC LOẠI – CÔNG SUẤT 9.500 TẤN SẢN PHẨM/NĂM
- Địa điểm thực hiện dự án đầu tư: CCN Thiên Lộc Thành, thửa đất số 1795, tờ bản đồ số 65 tại Ấp 4, xã Mỹ Lệ, tỉnh Tây Ninh.
- Cơ quan thẩm định thiết kế xây dựng, cấp các loại giấy phép có liên quan đến môi trường của dự án đầu tư:
+ Hợp đồng thuê công trình nhà xưởng trong Cụm công nghiệp Thiên Lộc Thành số 53/2025/HĐTNX/-TLT-TNH ngày 19/09/2025 của Công ty TNHH Sản xuất Thương mại ..... và Công ty TNHH SX TM XNK thép .
+ Giấy phép xây dựng số 261/GPXD ngày 29/11/2024 của Sở Xây dựng.
+ Thông báo kết quả kiểm tra công tác nghiệm thu trong quá trình thi công Nhà xưởng 1, Nhà xưởng 2, Nhà xưởng 3, Nhà xưởng 4 trong Cụm công nghiệp Thiên Lộc Thành số 3827/TB-SXD ngày 27/06/2025 của Sở Xây dựng tỉnh Long An (nay là tỉnh Tây Ninh).
+ Giấy chứng nhận thẩm duyệt thiết kế về phòng cháy và chữa cháy số 583/TD- PCCC ngày 28/11/2024 của Phòng CS PCCC và CNCH thuộc Công an tỉnh Long An.
+ Hợp đồng dịch vụ cấp nước số 017/HĐNT/TLT-NAHA ngày 23/09/2025 của Công ty TNHH SX TM Thiên Lộc Thành và Công ty TNHH SX TM XNK thép.
+ Hợp đồng dịch vụ cấp nước RO số 019/HĐNT/TLT-NAHA ngày 01/10/2025 của Công ty TNHH SX TM Thiên Lộc Thành và Công ty TNHH SX TM XNK thép.
+ Hợp đồng dịch vụ xử lý nước thải số 018/XLNT/TLT-NAHASTEEL ngày 12/11/2025 của Công ty TNHH SX TM Thiên Lộc Thành và Công ty TNHH SX TM XNK thép.
+ Biên bản xác nhận đấu nối nước mưa số 01/2025/TLT-NAHA ngày 27/09/2025 với Công ty TNHH SX TM Thiên Lộc Thành và Công ty TNHH SX TM XNK thép.
- Quy mô của dự án đầu tư theo quy định tại Điều 25 Nghị định này:
+ Quy mô của dự án đầu tư (phân loại theo tiêu chí quy định của pháp luật về đầu tư công): Dự án có tổng vốn đầu tư là 19.000.000.000 VNĐ, dự án thuộc nhóm C (căn cứ theo khoản 3 Điều 11 của Luật đầu tư công số 58/2024/QH15 ngày 29/11/2024).
+ Yếu tố nhạy cảm về môi trường theo khoản 4 Điều 25 của Nghị định số 08/2022/NĐ-CP ngày 10/01/2022 của Chính phủ được sửa đổi bổ sung theo quy định tại khoản 6 Điều 1 Nghị định số 05/2025/NĐ-CP ngày 06/01/2025 của Chính phủ: Dự án thuộc loại hình sản xuất, kinh doanh, dịch vụ có nguy cơ gây ô nhiễm môi trường theo quy định tại Phụ lục II (Dự án thuộc Cột 4 (công suất trung bình), mục số II.10 Phụ lục II - loại hình dự án sản xuất sản phẩm có công đoạn mạ kim loại; mạ có công đoạn làm sạch bề mặt kim loại bằng hóa chất).
- Loại hình sản xuất, kinh doanh, dịch vụ: sản xuất dây thép các loại.
- Phân nhóm dự án đầu tư:
+ Dự án thuộc nhóm II, Mục I.1, Phụ lục IV ban hành kèm theo Nghị định số 05/2025/NĐ-CP ngày 06/01/2025 của Chính phủ sửa đổi, bổ sung một số điều của Nghị định số 08/2022/NĐ-CP ngày 10/01/2022 của Chính phủ quy định chi tiết một số điều của Luật Bảo vệ môi trường.
+ Căn cứ khoản 1 Điều 39 và khoản 3 Điều 41 Luật Bảo vệ môi trường thì dự án thuộc đối tượng lập giấy phép môi trường và thuộc thẩm quyền cấp giấy phép của UBND tỉnh Tây Ninh. Theo Quyết định số 1852/QĐ-UBND ngày 05/08/2025 của UBND tỉnh Tây Ninh về việc ủy quyền cho Giám đốc Sở Nông nghiệp và Môi trường thực hiện một số nhiệm vụ, quyền hạn về thủ tục hành chính trong lĩnh vực môi trường đối với các dự án đầu tư trên địa bàn tỉnh Tây Ninh thuộc thẩm quyền của Chủ tịch Ủy ban nhân dân tỉnh do đó báo cáo đề xuất cấp giấy phép môi trường của dự án sẽ do Sở Nông nghiệp và Môi trường tỉnh Tây Ninh thẩm định và cấp giấy phép.
+ Nội dung báo cáo được thực hiện theo biểu mẫu quy định tại Phụ lục IX (mẫu báo cáo đề xuất cấp, cấp lại giấy phép môi trường của dự án đầu tư nhóm II không thuộc đối tượng phải thực hiện đánh giá tác động môi trường và dự án đầu tư nhóm III) phụ lục kèm theo Nghị định số 05/2025/NĐ-CP ngày 06/01/2025 của Chính phủ sửa đổi, bổ sung một số điều của Nghị định số 08/2022/NĐ-CP ngày 10/01/2022 của Chính phủ quy định chi tiết một số điều của Luật Bảo vệ môi trường.
3.Công suất, công nghệ, sản phẩm sản xuất của dự án đầu tư
3.1.Công suất của dự án đầu tư
Dự án sản xuất dây thép các loại với công suất 9.500 tấn sản phẩm/năm.
3.2.Công nghệ sản xuất của dự án đầu tư, đánh giá việc lựa chọn công nghệ sản xuất của dự án đầu tư
3.2.1.Công nghệ sản xuất
a.Quy trình sản xuất dây thép mạ kẽm
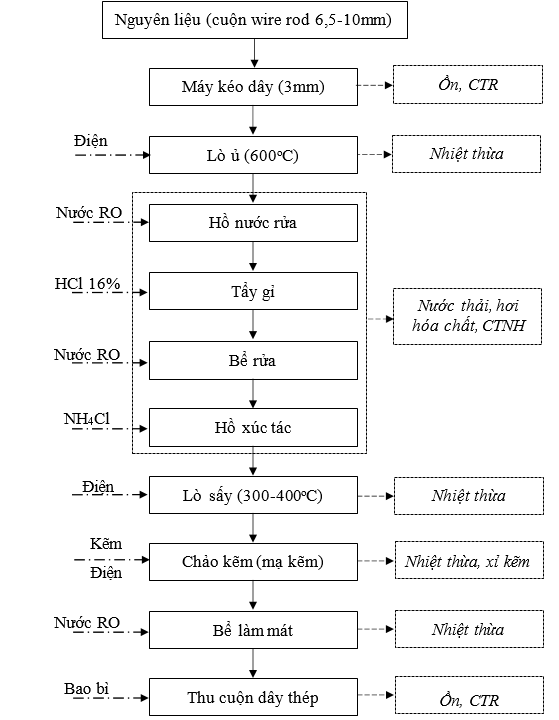
Hình 1. 1. Quy trình sản xuất dây thép mạ kẽm
Thuyết minh quy trình
Nguyên liệu
Quy trình công nghệ mạ kẽm dây thép có nguyên liệu là cuộn thép dây cán nóng (wire rod) có đường kính từ 6,5–10 mm được thu mua nhập về từ các nhà máy sản xuất hoặc các cơ sở cung cấp trong nước. Chúng được vận chuyển về công ty bằng xe tải chuyên dụng. Nguyên liệu được nhập về dự án sẽ được kiểm tra nếu không đạt yêu cầu sẽ trả lại đơn vị cung ứng.
Kéo dây
Ban đầu nguyên liệu được vận chuyển đưa vào máy kéo dây, kéo giãn sợi thép để giảm đường kính xuống khoảng 3 mm theo yêu cầu nhằm đảm bảo độ đồng đều.
Ủ mềm
Dây thép sau khi kéo thẳng rất cứng nên sẽ được chuyển qua lò ủ mềm khép kín để làm mềm dây thép tăng độ dẻo và loại bỏ lớp oxit trên bề mặt. Nhiệt cấp vào lò ủ mềm là điện năng. Nhiệt độ lò ủ khoảng 600°C. Lò ủ có lớp cách nhiệt bảo vệ xung quanh để hạn chế tình trạng mất nhiệt ra bên ngoài gây ảnh hưởng đến chất lượng sản phẩm, đồng thời, bảo vệ sức khỏe công nhân làm việc.
Xử lý bề mặt
- Hồ rửa nước (làm mát): Sau khi ủ, nhiệt độ dây thép vẫn còn duy trì ở mức tương đối cao (khoảng 200oC). Vì vậy, các dây thép này được làm nguội qua bể chứa nước (nước RO) để làm giảm nhiệt, hạn chế sự giản nở gây biến dạng cho dây thép và ảnh hưởng đến chất lượng sản phẩm sau này. Khi đó, nước trong hồ chứa sẽ nóng lên (nhiệt độ nước tại đầu hồ chứa – đoạn tiếp xúc đầu tiên của dây thép nóng sau ủ mềm là 100oC, nhiệt độ nước giảm xuống còn 50oC ở phía cuối bể). Toàn bộ lượng nước trong bể sẽ được thu gom, giải nhiệt và tuần hoàn lại sản xuất, không thải ra môi trường, lượng nước bị bay hơi thất thoát trong quá trình thu gom, giải nhiệt, tuần hoàn sẽ được cấp bổ sung hàng ngày.
- Tẩy gỉ (HCl 16%): dây thép tiếp tục chuyển qua bể tẩy gỉ với chất tẩy rửa là dung dịch axit HCl nồng độ 16%. Toàn bộ lượng dung dịch HCl trong bể sẽ được tuần hoàn sản xuất, lượng nước và hóa chất bay hơi thất thoát trong quá trình sản xuất, tuần hoàn sẽ được cấp bổ sung hàng ngày, phần nước thải sau khoảng thời gian sử dụng sẽ được thu gom, xử lý tại hệ thống xử lý nước thải sản xuất đạt tiêu chuẩn trước khi xả ra môi trường. Tại dự án có 1 bể chứa axit HCl thải, định kỳ 03 – 06 tháng sẽ thay toàn bộ bể axit 1 lần và sẽ được xử lý tương tự như chất thải nguy hại.
- Bể rửa: dây thép tiếp tục nhúng tự động vào bể chứa nước để làm sạch axit bám vào bề mặt dây, khi đó, nước trong bể sẽ ít nhiều có hàm lượng của axit. Toàn bộ lượng nước này được tuần hoàn sử dụng, trung bình khoảng 6 ngày (1 tuần)/lần xả chuyền sẽ được thu gom, xử lý tại hệ thống xử lý nước thải sản xuất đạt tiêu chuẩn trước khi xả ra môi trường.
- Hồ xúc tác (bể muối NH4Cl): Dây thép tiếp tục được đi tự động vào bể xúc tác để tăng cường khả năng bám dính của lớp mạ - công đoạn mạ kẽm tiếp theo. Tương tự bể axit lượng nước thải từ bể xúc tác sau khoảng thời gian sử dụng sẽ được thu gom, xử lý tại hệ thống xử lý nước thải sản xuất đạt tiêu chuẩn trước khi xả ra môi trường.
Sấy khô
Sau khi xử lý bề mặt, dây thép được sấy khô ở 300-400°C với mục đích làm khô lớp dung dịch trợ mạ bám trên bề mặt của dây, để lớp mạ kẽm tại công đoạn sau bám dính hiệu quả. Dây thép được sấy khô bằng gió kết hợp với điện năng. Quá trình thực hiện hoàn toàn khép tín, tuy nhiên sẽ phát sinh nhiệt dư trong quá trình sản xuất.
Mạ kẽm
Dây thép tiếp tục được tự động đi vào lò mạ kẽm (có chứa dung dịch kẽm đã nóng chảy). Phương pháp mạ là mạ kẽm. Nhiệt độ duy trì trong lò là 450oC. Kẽm dạng thỏi được cho vào bể mạ theo tỷ lệ, dưới tác dụng gia nhiệt của lò ở nhiệt độ 450oC, kẽm được nóng chảy thành dạng dung dịch. Dây thép sẽ được đi xuyên trong bể kẽm để kẽm có thể bám đều các mặt của dây. Lò được cấu tạo gồm 60 sợi, tăng nhiệt trong lò bằng điện, dẫn xuất thẳng đứng. Phía trên mặt lò mạ được phủ đá trân châu để tạo thành lớp màng bảo vệ giữ nhiệt và giữ hơi, khí phát sinh từ quá trình mạ. Kết cấu thép thân lò, vật liệu cách nhiệt; ống tăng nhiệt chuyên dụng (bao gồm bộ bảo vệ hợp kim và bộ bảo vệ SiN). Kẽm bám dính trên bề mặt dây sẽ tự động khô rất nhanh mà không cần phải sấy khô. Phương pháp này phát sinh ra nhiệt dư và xi kẽm sau quá trình mạ.
Làm mát
Dây thép sẽ được làm nguội trong bể làm mát giúp ổn định lớp kẽm và tăng độ bám dính. Khi đó, sản phẩm dây thép mạ kẽm được tạo thành. Toàn bộ lượng nước trong bể sẽ được thu gom, giải nhiệt và tuần hoàn lại sản xuất, không thải ra môi trường, lượng nước bị bay hơi thất thoát trong quá trình thu gom, giải nhiệt, tuần hoàn sẽ được cấp bổ sung hàng ngày.
Thu cuộn
Dây thép tạo thành được làm nguội sẽ tiếp tục chạy qua xuống thiết bị cuộn để cuộn thành từng cuộn lưới, thuận tiện cho việc lưu chứa, vận chuyển. Sản phẩm tạo thành sẽ chuyển sang bộ phận kiểm tra, tại đây, công nhân sẽ đo đường kính của dây thép, độ dày của kẽm bám dính trên bề mặt dây đã đạt chất lượng sản xuất chưa. Sản phẩm đạt chất lượng sẽ được chuyển sang bộ phận đóng gói. Sản phẩm chưa đạt sẽ xác định nguyên nhân và quay lại công đoạn sản xuất tương ứng để khắc phục. Sản phẩm không đạt yêu cầu sẽ thu gom, xử lý là chất thải công nghiệp.
Như vậy, quy trình mạ dây thép được thực hiện theo dây chuyền đồng bộ, tự động từ công đoạn kéo thẳng đến cuộn thành sản phẩm, công nhân chỉ tham gia vào công đoạn cài đặt chương trình, vận hành máy móc sản xuất. Trong quá trình sản xuất còn phát sinh tiếng ồn – đặc trưng của loại hình sản xuất. Do đó công nhân vận hành máy được trang bị thiết bị chống ồn để tránh ảnh hưởng đến sức khỏe người lao động khi vận hành máy móc trong một thời gian dài. Đối với các nguyên liệu không đạt chất lượng sẽ được trả lại về nhà cung cấp. Đối với các sản phẩm bị lỗi, sản phẩm thừa từ quá trình sản xuất sẽ được chủ đầu tư thu gom, xử lý hoặc bán phế liệu cho các đơn vị thu mua.
b.Quy trình kéo dây kẽm
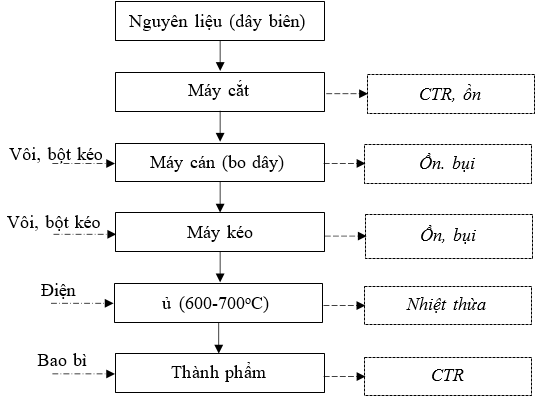
Hình 1. 2. Quy trình kéo dây kẽm
Thuyết minh quy trình
Nguyên liệu
Nguyên liệu đầu vào là dây biên được thu mua, nhập về từ các nhà máy sản xuất hoặc các cơ sở cung cấp trong nước. Chúng được vận chuyển về công ty bằng xe tải chuyên dụng. Nguyên liệu được nhập về dự án sẽ được kiểm tra nếu không đạt yêu cầu sẽ trả lại đơn vị cung cấp.
Cắt
Đầu tiên, dây biên được đưa vào máy cắt để chia thành các đoạn có chiều dài phù hợp trước khi gia công. Xung quanh khu vực máy cắt lắp đặt lớp chịu lực và máng thu để thu hồi bụi kim loại, bavia kim loại. Bụi, bavia kim loại được thu gom vào cuối ngày làm việc, sau đó, xử lý cùng với chất thải thông thường phát sinh tại dự án.
Cán/bo dây
Dây được chuyển đến máy cán (bo dây). Tại đây, dây được nắn thẳng, làm tròn tiết diện và tạo bề mặt đồng đều. Để giảm ma sát và hạn chế đứt gãy trong quá trình cán, ở công đoạn này sử dụng vôi và bột kéo làm chất bôi trơn. Máy cán có lớp bảo vệ xung quanh nhằm hạn chế vôi và bột kéo phát sinh bên ngoài để bảo đảm bảo phát tán và môi trường và bảo vệ sức khỏe công nhân làm việc.
Kéo dây
Tiếp theo, dây biên đi qua công đoạn kéo. Dây được đi qua máy kéo, kéo giảm đường kính để đạt kích thước cuối cùng là 1mm theo yêu cầu sản xuất.
Trong suốt quá trình kéo, vôi và bột kéo tiếp tục được sử dụng để đảm bảo quá trình kéo ổn định và hiệu quả. Cũng giống với máy cán công đoạn kéo được thực hiện khép kín không thải ra môi trường trong quá trình sản xuất.
Ủ
Khi đã đạt kích thước mong muốn, dây biên được đưa chuyển qua lò ủ khép kín Công đoạn này có vai trò quan trọng trong việc khử ứng suất bên trong do quá trình kéo gây ra đồng thời tăng độ dẻo, độ bền cơ học và cải thiện chất lượng bề mặt của sản phẩm. Nhiệt độ lò ủ ở khoảng 600–700°C. Lò ủ có lớp bảo vệ xung quanh để hạn chế tình trạng mất nhiệt ra bên ngoài gây ảnh hưởng đến chất lượng sản phẩm, đồng thời, bảo vệ sức khỏe công nhân làm việc.
Đóng gói, thành phẩm
Cuối cùng, dây được làm nguội ở nhiệt độ bình thường, dây kẽm tạo thành sẽ tiếp tục chạy đến thiết bị cuộn để cuộn thành từng cuộn thuận tiện cho việc lưu chứa, sẵn sàng cho các công đoạn xuất bán ra thị trường.
Quy trình kéo dây kẽm được thực hiện theo dây chuyền đồng bộ, tự động từ công đoạn cắt đến cuộn thành sản phẩm, công nhân chỉ tham gia vào công đoạn cài đặt chương trình, vận hành máy móc sản xuất. Trong quá trình sản xuất còn phát sinh tiếng ồn – đặc trung của loại hình sản xuất. Do đó công nhân vận hành máy được trang bị thiết bị chống ồn để tránh ảnh hưởng đến sức khỏe người lao động khi vận hành máy móc trong một thời gian dài. Đối với các nguyên liệu không đạt chất lượng sẽ được trả lại về nhà cung cấp. Đối với các sản phẩm bị lỗi, sản phẩm thừa từ quá trình sản xuất sẽ được chủ đầu tư thu gom, xử lý hoặc bán phế liệu cho các đơn vị thu mua.
c.Quy trình sản xuất lưới thép hàn
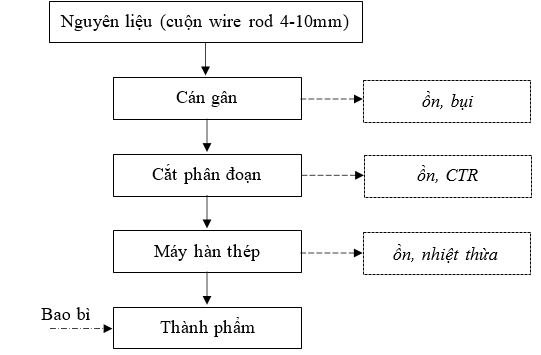
Hình 1. 3. Quy trình sản xuất lưới thép hàn
Thuyết minh quy trình
Nguyên liệu
Quy trình công nghệ sản xuất lưới thép hàn có nguyên liệu là cuộn thép dây cán nóng (wire rod) có đường kính từ 4–10 mm được thu mua nhập về từ các nhà máy sản xuất hoặc các cơ sở cung cấp trong nước. Chúng được vận chuyển về công ty bằng xe tải chuyên dụng. Nguyên liệu được nhập về dự án sẽ được kiểm tra nếu không đạt yêu cầu sẽ trả lại đơn vị cung ứng.
Cán gân
Tại công đoạn này, nguyên liệu được đưa vào hệ thống cán gân, một công đoạn quan trọng nhằm tạo ra các gờ nổi (hay còn gọi là gân) trên bề mặt. Việc tạo gân này giúp tăng cường độ bám dính của thép khi được sử dụng trong kết cấu bê tông, đảm bảo sự ổn định và an toàn cho các công trình xây dựng.
Cắt phân đoạn
Sau khi cán gân, thép được chuyển sang công đoạn cắt phân đoạn để chia thành các đoạn có chiều dài phù hợp với quy cách sản phẩm hoặc theo yêu cầu cụ thể của khách hàng. Nguyên liệu được đưa vào thiết bị cắt tự động vận hành. Xung quanh khu vực máy cắt lắp đặt lớp chịu lực và máng thu để thu hồi bụi kim loại, bavia kim loại. Bụi, bavia kim loại được thu gom vào cuối ngày làm việc, sau đó, xử lý cùng với chất thải thông thường phát sinh tại dự án.
Hàn thép
Tiếp theo, các đoạn thép sau khi được cắt, đặt dọc ngang theo tiêu chuẩn và máy hàn chập tự động lắp đặt trực tiếp trong dây chuyền sản xuất - phương pháp hàn này không sử dụng que hàn và hóa chất trợ dung mà chỉ sử dụng điện trở dựa trên nguyên lý nhiệt sinh ra khi cho dòng điện hàn đi qua điện trở tại bề mặt tiếp xúc của 2 chi tiết hàn để nung nóng chỗ hàn đến trạng thái dẻo, sau đó, ngắt dòng điện và ép một lực thích hợp để tạo mối hàn hai chi tiết cần hàn lại với nhau, sử dụng dòng điện xoay chiều, điện áp và cường độ dòng hàn sẽ điều chỉnh theo chiều dày vật hàn tạo thành các sản phẩm có tính liên tục và hình dạng, kích thước theo tiêu chuẩn. Nhiệt độ hàn khoảng 1.550 - 1.600oC – đây là khoảng nhiệt độ vừa đủ để làm nóng chảy dây thép. Công đoạn hàn hoàn toàn khép kín nên hạn chế ảnh hưởng của hơi kim loại tại công đoạn hàn này.
Đóng gói, thành phẩm
Cuối cùng, sản phẩm lưới thép hàn hoàn thiện được tiến hành kiểm tra chất lượng nghiêm ngặt để đảm bảo đáp ứng đầy đủ các tiêu chuẩn kỹ thuật, sau đó theo băng tải sang khu vực cuộn lưới. Các tấm lưới hàn cuộn thành dạng tròn để thuận tiện cho quá trình tập kết tại kho chứa cũng như vận chuyển đến nơi tiêu thụ. Sản phẩm tạo thành được công nhân nhấc ra khỏi guồng cuộn, sau đó, trực tiếp kiểm tra bằng mắt thường các mối hàn, sản phẩm đạt chất lượng được tiến hành đóng gói, nhập kho, sẵn sàng phục vụ cho ngành xây dựng và các ứng dụng công nghiệp khác. Sản phẩm không đạt chất lượng sẽ được thu gom thành chất thải rắn sản xuất. Dây chuyền sản xuất tự động theo chế độ cài đặt sẵn nên việc phát sinh sản phẩm lỗi là rất thấp, hầu như không có.
Quy trình sản xuất được thực hiện theo dây chuyền đồng bộ, tự động từ công đoạn cán gân đến cuộn thành sản phẩm, công nhân chỉ tham gia vào công đoạn cài đặt chương trình, vận hành máy móc sản xuất. Trong quá trình sản xuất còn phát sinh tiếng ồn – đặc trưng của loại hình sản xuất. Do đó công nhân vận hành máy được trang bị thiết bị chống ồn để tránh ảnh hưởng đến sức khỏe người lao động khi vận hành máy móc trong một thời gian dài. Đối với các nguyên liệu không đạt chất lượng sẽ được trả lại về nhà cung cấp. Đối với các sản phẩm bị lỗi, sản phẩm thừa từ quá trình sản xuất sẽ được chủ đầu tư thu gom, xử lý hoặc bán phế liệu cho các đơn vị thu mua theo quy định.
3.2.2. Đánh giá việc lựa chọn công nghệ sản xuất của dự án đầu tư
Các quy trình này được đánh giá là hiện đại và phù hợp với mục tiêu sản xuất sản phẩm chất lượng cao, đáp ứng nhu cầu thị trường. Việc lựa chọn các công nghệ này cho thấy dự án đầu tư hướng đến sản xuất các sản phẩm thép chất lượng cao, đa dạng về chủng loại, từ dây thép mạ kẽm, dây kẽm đến lưới thép hàn, phục vụ các ngành công nghiệp và xây dựng. So với phương pháp truyền thống sử dụng nhân công, công nghệ mới không những nâng cao tự động hiệu quả làm sạch mà còn giảm thiểu tác động độc hại đến môi trường và sức khỏe người lao động, thể hiện tính đột phá và định hướng phát triển bền vững của dự án.
3.3.Sản phẩm của dự án đầu tư
Sản phẩm của công ty là dây thép các loại, cụ thể như sau:
Bảng 1.1. Sản phẩm của dự án
|
STT |
Sản phẩm |
Công suất (tấn sản phẩm/năm) |
|
1 |
Thép dây mạ kẽm |
9.000 |
|
2 |
Dây biên |
200 |
|
3 |
Lưới thép hàn |
300 |
|
Tổng cộng |
9.500 |
|
Nguồn: Công ty TNHH SX TM XNK thép, năm 2025.

Hình 1. 4. Một số sản phẩm tại dự án
Về chất lượng sản phẩm, Công ty đảm bảo thực hiện đúng theo yêu cầu của khách hàng về chất lượng của đơn đặt hàng. Tuỳ vào thị trường và chiến lược kinh doanh mẫu mã, thiết kế,… của khách hàng, chủ dự án sẽ cung cấp đầy đủ, cam kết về chất lượng sản phẩm trong từng đơn hàng. Chất lượng sản phẩm dự kiến sẽ quản lý chất lượng sản phẩm theo ISO 9001:2015.
4.Nguyên liệu, nhiên liệu, vật liệu, phế liệu, điện năng, hóa chất sử dụng, nguồn cung cấp điện, nước của dự án đầu tư
4.1.Nguyên liệu, vật liệu của dự án
Nhu cầu nguyên vật liệu phục vụ cho hoạt động sản xuất của dự án như sau:
Bảng 1. 2. Nguyên, vật liệu trong quá trình hoạt động dự án
|
STT |
Nguyên liệu |
Khối lượng (tấn/năm) |
Nguồn cung cấp |
Mục đích |
|
1 |
Cuộn thép (wire rod) |
9.485 |
Việt Nam |
Nguyên liệu sản xuất |
|
2 |
Dây biên |
205 |
Việt Nam |
|
|
3 |
Vôi, bột kéo |
0,1 |
Việt Nam |
Phụ trợ sản xuất |
|
5 |
Kẽm |
200 |
Việt Nam |
Công đoạn mạ kẽm |
|
4 |
Bao bì |
100 |
Việt Nam |
Đóng gói |
|
Tổng cộng |
9.990,1 |
- |
- |
|
Nguồn: Công ty TNHH SX TM XNK thép ..., năm 2025.
Ghi chú:
- Tỷ lệ hao hụt trong quá trình sản xuất: 2%
- Nguyên liệu được chủ đầu tư thu mua từ các đại lý và đối tác trong nước, được đảm bảo chất lượng trong quá trình sản xuất. Nếu nguyên liệu không đạt chất lượng sẽ được trả lại đại lý hay đối tác.
- Bao bì, nhãn mác được chủ đầu tư mua từ bên ngoài, tại dự án không sản xuất.
4.2. Nhiên liệu sử dụng của dự án
Nhu cầu về nhiên liệu phục vụ cho sản xuất của công ty:
Bảng 1. 3. Nhu cầu nhiên liệu trong giai đoạn hoạt động
|
STT |
Nhiên liệu |
Khối lượng (lít/năm) |
Nguồn cung cấp |
Mục đích |
|
1 |
Dầu DO |
6.000 |
Việt Nam |
Sử dụng xe nâng |
|
2 |
Dầu thủy lực |
200 |
Việt Nam |
Bảo dưỡng máy |
|
STT |
Nhiên liệu |
Khối lượng (lít/năm) |
Nguồn cung cấp |
Mục đích |
|
3 |
Dầu động cơ |
150 |
Việt Nam |
móc, thiết bị |
Nguồn: Công ty TNHH SX TM XNK thép, năm 2025.
4.3. Nhu cầu hóa chất sử dụng
Hóa chất phục vụ cho sản xuất được thống kê cụ thể ở bảng sau:
Bảng 1. 4. Nhu cầu hóa chất sử dụng
|
STT |
Tên hóa chất |
Công thức hóa học |
Mã CAS |
Khối lượng (Kg/năm) |
Mục đích sử dụng |
|
1 |
Axit HCl 16% |
HCl |
7647-01-01 |
49.000 |
Xử lý bề mặt |
|
2 |
Muối NH4Cl |
NH4Cl |
12125-02-09 |
497 |
|
|
3 |
Xút NaOH |
NaOH |
1310-73-2 |
900 |
HTXL khí thải + nước thải |
|
4 |
Polymer anion |
(C3H5NO)n |
9003-05-8 |
450 |
HTXL nước thải |
|
5 |
PAC |
[Al2(OH)nCl6-n]m |
1327-41-9 |
9 |
Nguồn: Công ty TNHH SX TM XNK thép, năm 2025.
* Đặc tính của hóa chất dùng trong sản xuất:
Bảng 1. 5. Tính chất của hóa chất sử dụng trong sản xuất
|
Hóa chất |
Chất tẩy rửa – axit HCl |
Chất xúc tác- muối NH4Cl |
|
|
- Nhập mua tại Trung Quốc/ Nội địa |
- Nhập mua tại Trung Quốc/ Nội địa - Số CAS: 12125 – 02 – 9 |
|
|
- Số CAS: 7647 -01-0 - Tên thương mại: axit clohydric |
- Tên thương mại: ammonium chloride |
|
Đặc tính |
- Hàm lượng (% theo trọng lượng): 31,5-32,5% - Đặc tính hóa lý |
- Thành phần: NH4Cl (99%), - Đặc tính hóa lý: + Trạng thái: rắn |
|
|
+ Trạng thái: lỏng, |
+ Không màu sang trắng |
|
|
+ Không màu + Mùi đặc trưng: Mùi hăng |
+ pH dung dịch 50 g/l ở 20oC là 4,5 – 5,5 |
|
|
+ Tỷ trọng 1,16 kg/m3 (dd32%) |
+ Độ tan trong nước ở 20oC: 37,2 |
|
|
+ Tan hoàn toàn trong nước + Áp suất hơi ở 20oC: 120mmHg |
g/100 ml + Điểm chảy: 335oC + Tỷ trọng 1,52 g/cm3 + Áp suất hơi ở 30oC: 4 hPa |
|
Hóa chất |
NaOH |
Polymer Anion (chất trợ keo tụ) |
|
Đặc tính |
- Nhập mua tại Trung Quốc/ Nội địa - Số CAS: 1310-73-2 - Tên thương mại: Xút – Caustic Soda - Hàm lượng: 30 – 32% (dung dịch) hoặc ≥98% (rắn) - Đặc tính hóa lý + Trạng thái: rắn hoặc dung dịch + Không màu + pH dung dịch 1%: 14 + Tỷ trọng 1,33 g/m3 (dd30%) + Tan hoàn toàn trong nước + Áp suất hơi ở 20oC: không đáng kể |
- Nhập mua tại Trung Quốc/ Nội địa - Số CAS: 9003-05-8 - Tên thương mại: Polymer Anion, A-PAM - Hàm lượng:100% (bột) hoặc 0,1– 0,5% (dung dịch pha) - Đặc tính hóa lý + Trạng thái: bột mịn hoặc hạt trắng + Trắng ngà + pH dung dịch 1%: 6-8 + Tỷ trọng 0,8 g/cm3 (bột) + Tan chậm trong nước |
|
Hóa chất |
PAC |
|
|
Đặc tính |
- Nhập mua tại Trung Quốc/ Nội địa - Số CAS: 1327-41-9 - Tên thương mại: Poly Aluminium Chloride (PAC) - Thành phần: 28–31% Al₂O₃ - Đặc tính hóa lý + Trạng thái: rắn hoặc dạng bột + Màu sắc: vàng nhạt đến vàng chanh + pH dung dịch 1%: 3,5-5,0 + Tỷ trọng (dạng dung dịch 10%): 1,15 – 1,25 g/cm³ + Độ tan trong nước: tan hoàn toàn |
|
>>> XEM THÊM: Dự án đầu tư khu du lịch sinh thái dưới tán rừng
XIN CẤP GIẤY PHÉP MÔI TRƯỜNG
DỰ ÁN SẢN XUẤT DÂY THÉP MẠ KẼM CÔNG SUẤT 9.500 TẤN/NĂM
Trong bối cảnh nền kinh tế Việt Nam đang chuyển dịch mạnh mẽ theo hướng công nghiệp hóa – hiện đại hóa gắn với phát triển bền vững, việc đầu tư các dự án sản xuất vật liệu xây dựng, cơ khí có ứng dụng công nghệ tiên tiến và kiểm soát môi trường chặt chẽ là yêu cầu tất yếu. Dự án sản xuất dây thép mạ kẽm với công suất 9.500 tấn sản phẩm/năm được triển khai không chỉ nhằm đáp ứng nhu cầu thị trường trong nước và xuất khẩu mà còn hướng tới mục tiêu trở thành một mô hình sản xuất công nghiệp sạch, thân thiện với môi trường, tuân thủ đầy đủ các quy định của pháp luật về bảo vệ môi trường hiện hành. Đây là một trong những yếu tố quan trọng để dự án đủ điều kiện xin cấp giấy phép môi trường và vận hành bền vững lâu dài.
Dự án được xây dựng trên nền tảng công nghệ hiện đại, lựa chọn dây chuyền sản xuất khép kín, tự động hóa cao nhằm kiểm soát tốt các nguồn phát sinh chất thải ngay từ đầu vào đến đầu ra. Với công suất thiết kế 9.500 tấn sản phẩm mỗi năm, dự án hướng tới việc cân đối giữa hiệu quả kinh tế và khả năng kiểm soát môi trường, tránh tình trạng đầu tư vượt công suất dẫn đến quá tải hệ thống xử lý chất thải. Sản phẩm chính của dự án là dây thép mạ kẽm các loại, phục vụ cho các lĩnh vực xây dựng, công nghiệp, nông nghiệp và hạ tầng kỹ thuật. Đây là dòng sản phẩm có nhu cầu lớn, ổn định và đóng vai trò quan trọng trong nhiều ngành kinh tế, đặc biệt là trong bối cảnh phát triển hạ tầng và đô thị hóa ngày càng mạnh mẽ.
Nguyên liệu đầu vào của dự án là thép dây cán nóng (wire rod) có đường kính từ 6,5 mm đến 10 mm, được thu mua từ các nhà máy sản xuất uy tín trong nước. Toàn bộ nguyên liệu trước khi đưa vào sản xuất đều được kiểm tra chất lượng nghiêm ngặt nhằm đảm bảo đáp ứng tiêu chuẩn kỹ thuật. Việc kiểm soát chặt chẽ nguyên liệu đầu vào không chỉ giúp nâng cao chất lượng sản phẩm mà còn góp phần giảm thiểu phát sinh chất thải trong quá trình sản xuất, hạn chế phế phẩm và tối ưu hóa hiệu suất sử dụng nguyên liệu.
Quy trình sản xuất dây thép mạ kẽm của dự án được thiết kế theo chuỗi công nghệ khép kín gồm các công đoạn chính: kéo dây, ủ mềm, xử lý bề mặt, sấy khô, mạ kẽm và làm mát. Mỗi công đoạn đều được nghiên cứu kỹ lưỡng nhằm đảm bảo hiệu quả sản xuất đồng thời kiểm soát tốt các yếu tố môi trường phát sinh. Ở công đoạn kéo dây, nguyên liệu thép được đưa vào máy kéo để giảm đường kính xuống khoảng 3 mm theo yêu cầu. Quá trình này được thực hiện bằng hệ thống máy móc hiện đại, giúp giảm thiểu hao hụt vật liệu và hạn chế phát sinh bụi kim loại ra môi trường.
Sau khi kéo, dây thép được đưa vào lò ủ mềm nhằm tăng độ dẻo và loại bỏ lớp oxit trên bề mặt. Lò ủ sử dụng điện năng thay vì nhiên liệu hóa thạch, hoạt động ở nhiệt độ khoảng 600°C và được thiết kế với lớp cách nhiệt hiệu quả, giúp giảm thất thoát nhiệt ra môi trường. Việc sử dụng điện năng trong công đoạn này là một điểm nổi bật của dự án, góp phần giảm thiểu phát sinh khí thải độc hại như SO₂, NOx, đồng thời nâng cao mức độ an toàn cho người lao động.
Sau công đoạn ủ, dây thép được chuyển sang hệ thống xử lý bề mặt. Đây là công đoạn quan trọng có liên quan trực tiếp đến chất lượng lớp mạ và cũng là nguồn phát sinh chất thải cần kiểm soát chặt chẽ. Dây thép trước tiên được làm nguội bằng nước RO trong bể chứa, nước được tuần hoàn hoàn toàn và không xả thải ra môi trường. Tiếp theo là công đoạn tẩy gỉ bằng dung dịch axit HCl nồng độ 16%. Dung dịch này được sử dụng theo chu trình tuần hoàn, chỉ thay định kỳ từ 3 đến 6 tháng và được thu gom xử lý như chất thải nguy hại theo đúng quy định. Sau tẩy gỉ, dây thép được rửa sạch bằng nước để loại bỏ axit dư, nước rửa cũng được tuần hoàn và xử lý định kỳ trước khi thải ra môi trường. Tiếp theo, dây thép được đưa qua bể xúc tác chứa dung dịch NH₄Cl nhằm tăng khả năng bám dính của lớp mạ kẽm. Tương tự các công đoạn trước, nước thải từ bể xúc tác được thu gom và xử lý đạt tiêu chuẩn trước khi xả thải.
Sau khi xử lý bề mặt, dây thép được sấy khô ở nhiệt độ từ 300 đến 400°C bằng hệ thống sấy sử dụng điện kết hợp gió nóng. Quá trình sấy được thực hiện trong hệ thống kín, hạn chế tối đa phát tán nhiệt và khí ra môi trường. Tiếp theo là công đoạn mạ kẽm nhúng nóng – công đoạn quan trọng nhất trong toàn bộ dây chuyền sản xuất. Dây thép được đưa vào bể chứa kẽm nóng chảy ở nhiệt độ khoảng 450°C. Kẽm được nung chảy bằng điện, đảm bảo kiểm soát tốt nhiệt độ và giảm phát sinh khí thải. Lò mạ được thiết kế hiện đại với lớp phủ đá trân châu giúp giữ nhiệt và hạn chế phát tán hơi kim loại ra môi trường. Sau khi mạ, dây thép được làm mát trong bể nước tuần hoàn kín để ổn định lớp kẽm và hoàn thiện sản phẩm.
Toàn bộ quy trình sản xuất của dự án được thiết kế theo nguyên tắc khép kín, tuần hoàn và tái sử dụng tối đa tài nguyên. Nước sử dụng trong các công đoạn làm mát, rửa và xử lý bề mặt đều được tuần hoàn nhiều lần, chỉ bổ sung lượng hao hụt do bay hơi. Điều này giúp giảm đáng kể lượng nước thải phát sinh. Các loại chất thải nguy hại như dung dịch axit thải, bùn thải, xỉ kẽm đều được thu gom, phân loại và xử lý theo đúng quy định của pháp luật. Khí thải phát sinh từ các công đoạn nhiệt được kiểm soát thông qua hệ thống thông gió, hút khí và xử lý phù hợp trước khi thải ra môi trường.
Việc lựa chọn công nghệ sản xuất của dự án được đánh giá là phù hợp với định hướng phát triển bền vững, đảm bảo hài hòa giữa hiệu quả kinh tế và bảo vệ môi trường. Công nghệ sử dụng điện năng thay cho nhiên liệu hóa thạch giúp giảm đáng kể lượng phát thải khí nhà kính. Hệ thống tuần hoàn nước và tái sử dụng nguyên liệu giúp tiết kiệm tài nguyên và giảm chi phí vận hành. Dây chuyền tự động hóa cao giúp giảm thiểu sai sót, nâng cao năng suất và giảm thiểu rủi ro môi trường.
Bên cạnh đó, dự án đã xây dựng đầy đủ các công trình bảo vệ môi trường như hệ thống xử lý nước thải, hệ thống xử lý khí thải, khu lưu giữ chất thải nguy hại, hệ thống thu gom chất thải rắn. Nước thải sau xử lý đảm bảo đạt quy chuẩn kỹ thuật quốc gia trước khi xả ra môi trường. Khí thải được xử lý đạt tiêu chuẩn trước khi phát tán. Chất thải rắn và chất thải nguy hại được quản lý chặt chẽ, ký hợp đồng với đơn vị có chức năng để vận chuyển và xử lý theo quy định.
Dự án cũng cam kết thực hiện quan trắc môi trường định kỳ đối với các thành phần môi trường như nước thải, khí thải, tiếng ồn và chất lượng môi trường xung quanh. Kết quả quan trắc sẽ được báo cáo đầy đủ cho cơ quan quản lý nhà nước theo quy định. Đồng thời, doanh nghiệp sẽ xây dựng kế hoạch phòng ngừa và ứng phó sự cố môi trường nhằm đảm bảo an toàn trong quá trình vận hành.
Với những giải pháp đồng bộ về công nghệ và bảo vệ môi trường, dự án sản xuất dây thép mạ kẽm công suất 9.500 tấn/năm hoàn toàn đáp ứng các yêu cầu để được cấp giấy phép môi trường. Đây không chỉ là một dự án sản xuất đơn thuần mà còn là một mô hình công nghiệp hiện đại, thân thiện với môi trường, góp phần thúc đẩy phát triển kinh tế địa phương, tạo việc làm cho người lao động và nâng cao giá trị chuỗi cung ứng ngành thép.
Trong tương lai, dự án định hướng tiếp tục đầu tư nâng cấp công nghệ, tối ưu hóa quy trình sản xuất và tăng cường các giải pháp bảo vệ môi trường nhằm hướng tới mô hình sản xuất xanh, tuần hoàn và bền vững. Việc xin cấp giấy phép môi trường không chỉ là yêu cầu pháp lý mà còn là cam kết của doanh nghiệp đối với cộng đồng và xã hội trong việc phát triển hài hòa giữa kinh tế và môi trường. Dự án xứng đáng được xem xét, phê duyệt và cấp phép để sớm đi vào hoạt động, đóng góp tích cực vào sự phát triển chung của ngành công nghiệp và nền kinh tế đất nước.
CÔNG TY CP TƯ VẤN ĐẦU TƯ VÀ THIẾT KẾ XÂY DỰNG MINH PHƯƠNG
Địa chỉ: 28B Mai Thị Lựu - Khu phố 7, Phường Tân Định, TP.HCM
Hotline: 0903 649 782 - 028 3514 6426
Email: nguyenthanhmp156@gmail.com
Website: www.minhphuongcorp.com - www.minhphuongcorp.net



Tin liên quan
- › Báo cáo đề xuất cấp GPMT nhà máy sản xuất bao bì giấy, nhựa
- › Báo cáo đề xuất cấp GPMT nhà máy chế biến thịt gà
- › Báo cáo đề xuất cấp GPMT cơ sở kho chưa thuốc bảo vệ thực vật – phân bón vi sinh
- › Báo cáo đề xuất cấp GPMT nhà máy sản xuất CO2 lỏng tinh khiết
- › Hồ sơ đề xuất cấp giấy phép môi trường nhà máy sản xuất gỗ ván ép
HOTLINE

HOTLINE
0903 649 782




HOTLINE
HOTLINE
0903 649 782





