Báo cáo đề xuất cấp giấy phép môi trường của dự án Dự án đầu tư Công ty CP thủ công mỹ nghệ
Báo cáo đề xuất cấp giấy phép môi trường của dự án Dự án đầu tư Công ty CP thủ công mỹ nghệ. Sản xuất và hoàn thiện các sản phẩm dệt, may công suất 400 tấn/năm (tương đương khoảng 2.000.000 m2/năm); In hoa văn trên vải công suất 850.000 sản phẩm/năm đảm bảo theo giấy chứng nhận đầu tư của dự án.
Ngày đăng: 01-08-2024
781 lượt xem
CHƯƠNG I
THÔNG TIN CHUNG VỀ DỰ ÁN
1. Tên chủ dự án đầu tư:
- Chủ dự án: Công ty Cổ phần thủ công mỹ nghệ...........
- Địa chỉ trụ sở chính: ............, phường Vị Hoàng, thành phố Nam Định, tỉnh Nam Định, Việt Nam.
- Người đại diện theo pháp luật của chủ dự án: Bà .................
- Chức vụ: Chủ tịch hội đồng quản trị kiêm Giám đốc.
- Điện thoại: ............
- Mã số thuế: ..............
- Công ty Cổ phần thủ công mỹ nghệ ......... được thành lập năm 2021 theo Giấy chứng nhận đăng ký doanh nghiệp Công ty Cổ phần mã số doanh nghiệp ........... (đăng ký lần đầu ngày 08/07/2021) do Phòng đăng ký kinh doanh - Sở Kế hoạch và đầu tư tỉnh Nam Định cấp.
- Giấy chứng nhận đăng ký đầu tư : Mã số dự án ............ chứng nhận lần đầu ngày 19/12/2022 do Ban quản lý các khu công nghiệp tỉnh Nam Định cấp.
2. Tên dự án đầu tư:
- Tên dự án đầu tư: "Dự án đầu tư công ty cổ phần thủ công mỹ nghệ "
- Địa điểm thực hiện dự án đầu tư: Dự án được thực hiện ............, Khu công nghiệp Hòa Xá, thành phố Nam Định, tỉnh Nam Định. Dự án có tổng diện tích 12.250 m2 với vị trí tiếp giáp như sau:
+ Phía Nam giáp với đường N3 KCN Hòa Xá;
+ Phía Đông giáp với Công ty Cổ phần Lâm sản Nam Định;
+ Phía Bắc giáp với đất cây xanh của KCN Hòa Xá;
+ Phía Tây giáp Công ty TNHH Nam Tân
* Cơ quan thẩm định thiết kế xây dựng, cấp các loại giấy phép có liên quan đến môi trường của dự án đầu tư.
- Công ty Cổ phần Thủ công mỹ nghệ............. đã được BQL Các khu công nghiệp tỉnh Nam Định xác nhận công trình xây dựng thuộc dự án đầu tư tại KCN Hòa Xá tại văn bản số 977/BQLCKCN-ĐTQH ngày 28/9/2022.
- Giấy tiếp nhận hồ sơ số 10/TN-UBND ngày 21/8/2023 về việc tiếp nhận hồ sơ Đăng ký môi trường của Công ty CP thủ công mỹ nghệ ....
- Công văn số 710/BQLCKCN-ĐTQH ngày 17/6/2023 của Ban quản lý các khu công nghiệp tỉnh Nam Định về việc chấp thuận tổng mặt bằng điều chỉnh dự án đầu tư của Công ty CP thủ công mỹ nghệ .......... tại KCN Hòa Xá, tỉnh Nam Định.
- Quy mô của dự án (phân loại dự án theo tiêu chí quy định của pháp luật về đầu tư công): Theo Giấy chứng nhận đăng ký đầu tư mã số dự án ........ (chứng nhận lần đấu ngày 19/12/2022), tổng vốn đầu tư của dự án là 41.266.750.000 đồng nên thuộc dự án công nghiệp nhóm C.
* Thông tin chung về quá trình triển khai thực hiện dự án:
Công ty Cổ phần Thủ công mỹ nghệ......... được thành lập năm 2021 theo Giấy chứng nhận đăng ký doanh nghiệp Công ty cổ phần: Mã số doanh nghiệp ......... đăng ký lần đầu ngày 08/07/2021 do Phòng đăng ký kinh doanh Sở Kế hoạch và Đầu tư tỉnh Nam Định cấp. Năm 2022 Công ty nhận chuyển nhượng tài sản gắn liên trên đất của Công ty CP ............, đường N3, KCN Hòa Xá, thành phố Nam Định, tỉnh Nam Định để thực hiện dự án đầu tư công ty Cổ phần Thủ công mỹ nghệ .......... Dự án đã được Ban quản lý các khu công nghiệp tỉnh Nam Định cấp giấy chứng nhận đăng ký đầu tư với Mã số dự án 05481350612 (chứng nhận lần đầu ngày 19/12/2022). Theo giấy chứng nhận đăng ký đầu tư thì Công ty Cổ phần Thủ công mỹ nghệ ............ được phép cho thuê tài sản gắn liên với đất (tại địa điểm thực hiện dự án) đã được tạo lập hợp pháp theo quy định của pháp luật. Quy mô công suất thiết kế của dự án bao gồm:
+ Sản xuất và hoàn thiện các sản phẩm dệt, may công suất 400 tấn/năm.
+ In hoa văn trên vải công suất 850.000 sản phẩm/năm.
+ Sản xuất các sản phẩm cơ khí công suất: 500 tấn/năm.
+ Sản xuất các sản phẩm gỗ công suất 200.000 sản phẩm/năm.
Hiện tại công ty Cổ phần thủ công mỹ nghệ ......... đang cho công ty TNHH Thương mại công nghiệp ........... thuê lại nhà xưởng và các hạng mục công trình xây dựng để đầu tư sản xuất theo hợp đồng số 3008/2022/HĐTX với tổng diện tích cho thuê là 12.050 m2 (hợp đồng đính kèm phụ lục). Công ty Cổ phần thủ công mỹ nghệ .......... sẽ chịu trách nhiệm trước pháp luật cho toàn bộ hoạt động của dự án. Tuy nhiên do gặp vướng mắc trong quá trình tìm kiếm đơn vị cung cấp, lắp đặt hệ thống máy móc sản xuất và đối tác phù hợp; nên giai đoạn vừa qua dự án chỉ mới hoạt động loại hình dệt may (không có công đoạn giặt nhuồm) với quy mô công suất tối đa là 400 tấn sản phẩm/năm. Đối với giai đoạn này công ty Cổ phần thủ Công mỹ nghệ Minh Tâm đã tiến hành nộp hồ sơ đăng ký môi trường cho UBND phường Mỹ Xá theo giấy tiếp nhận hồ sơ số 10/TN-UBND ngày 21/08/2023.
Đến thời điểm hiện tại vì đã tìm được đơn vị cung ứng thiết bị máy móc phù hợp nên công ty dự định tiếp tục lắp đặt và đi vào hoạt động sản xuất loại hình dệt nhuộm và in hoa văn trên vải với quy mô công suất tối đa là: Sản xuất và hoàn thiện các sản phẩm dệt, may công suất 400 tấn/năm (tương đương khoảng 2.000.000 m2/năm); In hoa văn trên vải công suất 850.000 sản phẩm/năm đảm bảo theo giấy chứng nhận đầu tư của dự án.
(Do không đảm bảo về diện tích lắp đặt dây chuyền công nghệ sản xuất nên giai đoạn này dự án chưa đi vào hoạt động với loại hình sản xuất các sản phẩm cơ khí và sản xuất các sản phẩm gỗ. Công ty sẽ căn cứ theo quy định của pháp luật để tiến hành lập lại thủ tục môi trường của dự án trong trường hợp đi vào hoạt động sản xuất 02 loại hình này).
Căn cứ Khoản khoản 1, Điều 39 luật bảo vệ môi trường năm 2020 và mục số 5 cột 5 Phụ lục II và mục 3 Phụ lục IV ban hành kèm theo Nghị định số 08/2022/NĐ-CP ngày 10 tháng 01 năm 2022 của Chính phủ quy định chi tiết một số điều của Luật Bảo vệ môi trường thì dự án thuộc đối tượng lập Báo cáo đề xuất cấp Giấy phép môi trường trình Sở Tài nguyên và môi trường tỉnh Nam Định tổ chức thẩm định và trình Ủy ban nhân dân tỉnh Nam Định cấp phép.
3. Công suất, công nghệ, sản phẩm sản xuất của dự án đầu tư:
3.1. Công suất của dự án đầu tư:
|
Loại hình sản xuất |
Quy mô công suất |
||
|
Giấy chứng nhận đầu tư |
Thực tế |
||
|
Hiện tại |
Tối đa |
||
|
Sản xuất và hoàn thiện các sản phẩm dệt, may |
400 tấn/năm |
400 tấn/năm (không có sản phẩm nhuộm) |
400 tấn/năm (bao gồm cả sản phẩm nhuộm) |
|
In hoa văn trên vải |
850.000 sản phẩm/năm |
0 Sản phẩm/năm |
850.000 sản phẩm/năm |
|
Sản xuất các sản phẩm cơ khí |
500 tấn/năm |
0 tấn/năm |
0 tấn/năm |
|
Sản xuất các sản phẩm gỗ |
200.000 sản phẩm/năm |
0 tấn/năm |
0 tấn/năm |
3.2. Công nghệ sản xuất của dự án đầu tư:
a. Quy trình sản xuất và hoàn thiện các sản phẩm dệt may
* Quy trình sản xuất dây giày có công đoạn nhuộm trước khi kéo, dệt sợi.
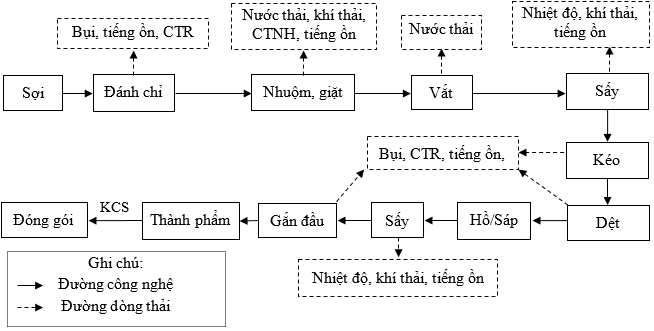
Sơ đồ 1: Quy trình sản xuất dây giày nhuộm trước dệt sau
Thuyết minh quy trình:
+ Sau khi nhận đơn hàng, bộ phận quản lý sản xuất sẽ tiến hành sắp xếp đưa vào sản xuất. Quy trình sản xuất dây giày nhuộm sợi trước, dệt sau áp dụng đối với đơn hàng yêu cầu sản phẩm dây giày màu sắc đa dạng, phức tạp.
+ Sợi nguyên liệu: Sợi nguyên liệu (sợi Polyester, sợi Nylon, sợi Cotton) được Công ty nhập khẩu từ (Đài Loan, Trung Quốc) đảm bảo về số lượng và chất lượng, có uy tín trên thị trường trong nước và quốc tế.
+ Đánh chỉ: Sợi nguyên liệu được đưa lên máy đánh chỉ để cuộn thành những cuộn sợi (hay còn gọi là quả sợi) có kích thước nhỏ hơn, phù hợp với quy trình sản xuất sau đó đưa vào máy nhuộm.
+ Nhuộm sợi: Quá trình nhuộm sợi được thực hiện trong máy nhuộm sợi kín với quy trình nhuộm được cài đặt và điều khiển tự động bằng máy tính. Công nhân chỉ mở nắp máy nhuộm vào thời điểm cho từng quả sợi vào máy và sau khi sợi được nhuộm và giặt sạch hóa chất nhuộm.
Quả sợi được công nhân vận hành cắm vào từng cọc sợi trên mỗi khay chứa cọc sợi của máy nhuộm, 1 máy nhuộm có từ 1-10 cọc sợi, mỗi cọc sợi có thể cắm được 1-12 quả sợi tùy theo công suất máy. Đầu mỗi cọc sợi được lắp một tấm đệm bịt kín và một đai ốc giữ các quả sợi không bị xê dịch và biến dạng trong quá trình nhuộm. Quả sợi sau khi xếp vào khay chứa được cần cẩu lắp móc khay sợi thô vào thùng sợi của máy nhuộm, sau đó đóng nắp máy nhuộm, khóa chặt các bulon và thực hiện quá trình nhuộm bằng máy tính tại phòng kỹ thuật. Đầu tiên chỉnh dung lượng nước mỗi thùng nhuộm với tỷ lệ 1:25, sau đó điều chỉnh giá trị pH ở khoảng 4 – 5 và cuối cùng cho thuốc nhuộm, thuốc trợ nhuộm vào.
Quá trình nhuộm được thực hiện với nhiệt độ nhuộm từ 90-1350C, máy được thiết kế chạy theo chế độ tự động hoàn toàn, bộ điều khiển nhiệt độ theo chương trình cài đặt sẵn trên từng máy nhuộm.
Nước và thuốc nhuộm đã được hòa tan được bơm vào trong máy nhuộm cho ngập hoàn toàn các cuộn sợi, tùy theo yêu cầu công nghệ từng loại sợi khác nhau mà hóa chất nhuộm đưa vào máy nhuộm sẽ khác nhau. Dung dịch thuốc nhuộm đi qua lớp sợi theo hai chiều nhờ một bơm áp suất lớn có hệ thống đảo chiều chuyển động của dung dịch cho hiệu quả nhuộm cao hơn. Chiều thứ nhất, dung dịch nhuộm được bơm từ bể vào trong các cọc rỗng, dung dịch được áp suất của bơm đẩy qua các lỗ trên cọc, rồi qua lỗ của lõi cuộn sợi, thấm qua lớp sợi ra ngoài. Chiều thứ hai, dung dịch nhuộm chuyển động từ bể nhuộm vào trong cọc rỗng thông qua lớp sợi và lõi sợi, dung dịch chuyển động được là do dung dịch nhuộm được bơm từ trong lõi cọc ra ngoài bể. Điều này tạo điều kiện nhuộm được đều màu, cho hiệu quả nhuộm cao hơn và tiết kiệm tối đa thuốc nhuộm.
Sau khi hoàn tất chu trình nhuộm, chu trình giặt sẽ được thực hiện ngay trong máy nhuộm để hạn chế tối đa việc phát sinh hơi, mùi, khí thải từ công đoạn nhuộm. Nước sạch cấp vào thiết bị giúp giảm nhiệt độ và áp suất trong máy Sản phẩm sẽ được giặt ở nhiệt 80-100 độ trong vòng 10-20 phút, để loại bỏ hết tạp chất và hóa chất còn dư thừa trong quá trình nhuộm. Thời gian mỗi mẻ nhuộm hoàn tất dao động từ 3-5 tiếng tùy thuộc từng loại sợi, màu nhuộm.
+ Sợi sau khi nhuộm dùng cần cẩu móc khay sợi đã nhuộm ra khỏi thùng sợi, lấy ống sợi xuống, đặt vào máy vắt nước để tách nước ra khỏi sợi trước khi sấy nhằm giảm chi phí năng lượng cần dùng khi sấy.
+ Quá trình sấy: Sợi khi tách nước được xếp lên xe đẩy và đưa tới buồng sấy. Buồng sấy được lắp đặt tủ điều khiển dễ vận hành, các bộ chính của buồng sấy gồm bộ phận phát nhiệt, truyền nhiệt và phân tán nhiệt. Công đoạn sấy sử dụng hơi nước được cấp từ lò hơi 4 tấn/h để sấy sợi. Hơi nước từ lò hơi được dẫn vào hệ thống dẫn nhiệt để trong buồng sấy. Nhiệt lượng trong hơi nước làm nóng toàn bộ dàn nhiệt và tỏa ra không khí trong buồng sấy nhờ hệ thống quạt gió tản nhiệt. Lượng nhiệt này làm nước trong sợi bốc hơi dần dần cho đến khi sản phẩm đạt ngưỡng độ ẩm yêu cầu. Sợi sau khi sấy được chuyển sang bộ phận kiểm thành phẩm trên các máy kiểm tra tự động để kiểm tra các chỉ tiêu, tiêu chuẩn của sợi sau đó chuyển sang bộ phận dệt để thực hiện các công đoạn tiếp theo của quá trình dệt. Trong trường hợp sợi sau khi nhuộm không đảm bảo về tiêu chuẩn màu sắc sẽ được đưa lại quá trình nhuộm.
+ Dệt: Quá trình dệt nhằm liên kết các loại sợi lại với nhau theo yêu cầu đặt hàng của khách hàng từ khẩu độ, độ dài và tăng độ bền cho sản phẩm. Sợi được đan với nhau theo một quy trình đã được định sẵn để đảm bảo theo đúng kiểu dây dệt mong muốn. Máy dệt được lập trình sẵn để kiểm soát toàn bộ quy trình sản xuất, điều này đảm bảo sự đồng nhất cho toàn bộ mẻ dệt trong suốt quy trình dệt.
+ Hồ/sáp dây hay còn gọi là chuốt sáp dây: Sáp nến được đưa vào trong khoang máy để làm nóng chảy, dây giày lần lượt đi qua khoang có chứa sáp nến. Quá trình chuốt sáp dây giày mục đích là bôi trơn, giảm lông trên bề mặt sợi, tăng độ bóng, tăng cường độ co giãn và lực căng cho sợi, giảm ma sát gây ra tĩnh điện, quá trình này không phát sinh nước thải và sáp nến thừa.
+ Sau khi hồ/sáp dây giày được đưa qua công đoạn sấy để làm cho lượng ẩm trên sợi thoát nhanh trước khi đưa qua công đoạn gắn đầu dây.
+ Gắn đầu dây: dây bện sau khi đã dệt xong được đưa qua máy gắn đầu dây bằng nhựa (hoặc cao su) cho dây giày theo yêu cầu của khách hàng. Sản phẩm sau khi kiểm tra đạt các yêu cầu kỹ thuật được đem đóng gói bao bì và nhập kho để chuẩn bị xuất xưởng.
* Quy trình sản xuất dây giày có công đoạn kéo, dệt sợi trước khi nhuộm.
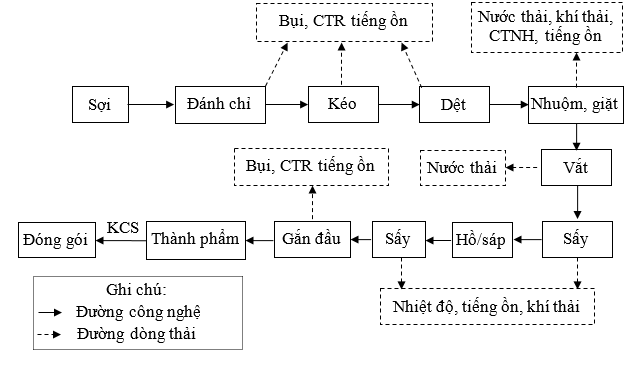
Sơ đồ 2: Quy trình sản xuất dây giày dệt trước, nhuộm sau
Thuyết minh quy trình:
Quy trình dệt dây giày trước nhuộm sau áp dụng đối với đơn hàng yêu cầu sản phẩm dây giày có màu đơn sắc. Quá trình sản xuất dây giày dệt trước, nhuộm sau về cơ bản là giống với quá trình nhuộm trước, dệt sau nhưng khác nhau ở cách thức chuẩn bị đưa thành phẩm vào nhuộm. Dây giày sau khi dệt sẽ được đưa vào máy cuốn dây thành những cuộn có kích thước phù hợp sau đó đưa vào máy nhuộm.
- Nhuộm màu: Từng cuộn dây giày được công nhân vận hành xếp chồng lên trên ống phun nước của thùng nhuộm; ở đầu mỗi cuộn dây bện được lắp một tấm đệm bịt kín và một đai ốc giữ các ống nhuộm trên đầu mỗi cọc.
Điều chỉnh dung lượng nước trong mỗi thùng nhuộm với tỷ lệ 1:25, sau đó thêm Hydro Peroxit và Natri Hydroxit, điều chỉnh nhiệt độ lên đến 98°C trong 10 phút. Sau đó, xả và thêm lại nước sạch và axit axetic giặt sạch trong khoảng 3 đến 5 phút, sau đó xả sạch nước. Tiếp theo nhuộm màu cho dây giày: cho nước vào với tỷ lệ khoảng 1:25, cho thêm thuốc nhuộm, muối, phụ trợ nhuộm. Dung dịch thuốc nhuộm đi qua lớp sợi theo hai chiều nhờ một bơm áp suất lớn có hệ thống đảo chiều chuyển động của dung dịch cho hiệu quả nhuộm cao hơn. Tuỳ theo yêu cầu màu sắc của sản phẩm, thuốc nhuộm được phối màu theo chương trình đã lập trên máy tính và quá trình nhuộm thực hiện ở nhiệt độ cao.
Dây giày sau đó được giặt trong cùng máy nhuộm: đối với sản phẩm dây giày màu nhạt trực tiếp giặt sạch và lấy ra khỏi thùng. Đối với dây giày màu trung tính và màu thẫm đều phải xử lý giữ màu và giặt sạch bằng cách giặt thêm với xà phòng ở nhiệt độ nước 600C trong vòng 10-20 phút, sau khi xả hết nước lại giặt sạch bằng nước, cuối cùng cho thêm muối và chất giữ màu ủ ở nhiệt độ 60 độ C trong vòng 10 phút.
- Vắt nước + sấy: Dây giày sau nhuộm được lấy ra và chuyển qua máy vắt nước để tách nước ra khỏi sợi trước khi sấy. Công đoạn sấy sử dụng hơi nóng được cấp từ lò hơi để làm cho lượng ẩm trên dây giày thoát nhanh. Dây giày sau khi sấy được chuyển sang bộ phận kiểm thành phẩm trên các máy kiểm tra tự động sau đó đưa qua công đoạn gắn đầu dây.
Các công đoạn Hồ/sáp, sấy, gắn đầu dây được thực hiện tương tự với quy trình sản xuất dây giày nhuộm trước dệt sau.
* Quy trình sản xuất các loại dây bện khác
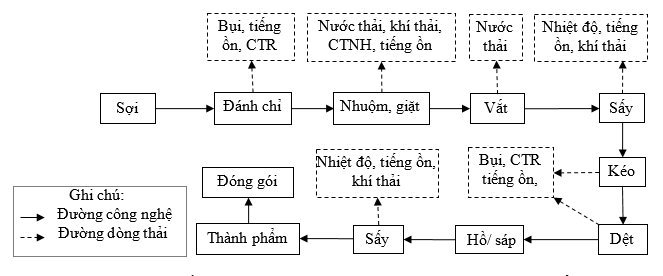
Sơ đồ 3: Quy trình sản xuất dây bện khác
Quy trình sản xuất các loại dây bện khác như dây chun, dây bảo hiểm ô tô, dây túi xách... tương tự như các quá trình sản xuất dây giày với quy trình nhuộm trước, dệt sau tuy nhiên không có công đoạn gắn đầu dây. Mặt khác các thiết bị máy móc cho quá trình sản xuất dây bện cũng có khác nhau về kích thước và quy trình vận hành cho phù hợp với từng loại sản phẩm dây bện.
* Quy trình sản xuất mặt giầy.
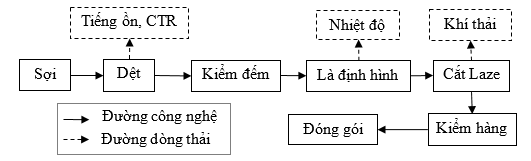
Sơ đồ 4: Quy trình sản xuất mặt giày
Quy trình sản xuất mặt giầy: Tuỳ theo yêu cầu của đơn hàng, nguyên liệu sợi nhập về được đem lắp trực tiếp lên máy, dựa vào bảng công nghệ đã được kỹ thuật lập trình tiến hành sâu chỉ, cài đặt các thông số thông qua bảng điều khiển điện tử, máy tự động dệt. Sản phẩm dệt ra được công nhân sắp xếp thành từng bó, kiểm đếm số lượng đầy đủ theo từng đơn hàng rồi chuyển qua công đoạn là chỉnh hình trước khi đưa vào cắt lase.
Quá trình cắt lase: sản phẩm dệt xong, được là phẳng rồi đem lên máy lase để cắt. Quy trình cắt đã được lập trình sẵn trong máy tính dựa theo từng đơn hàng. Cắt xong kiểm tra thành phẩm đạt được đem đi đóng gói.
b. Quy trình in hoa văn trên vải
Thuyết minh quy trình:
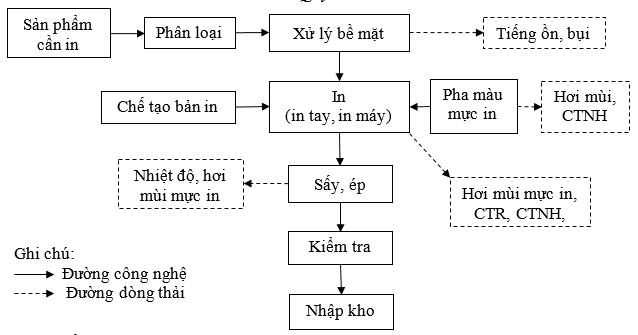
Các sản phẩm in là các bán sản phẩm may mặc được thiết kế mẫu mã theo yêu cầu của khách hàng. Mẫu mã sau khi được thiết kế sẽ được đưa vào chụp phim (bằng tia cực tím) để định hình in lên phim nhựa. Từ bản phim nhựa này sẽ được in lên khung lưới tạo thành bản in.
Tùy từng loại sản phẩm cần in (chất liệu sản phẩm, mẫu mã, màu, size) cũng như yêu cầu của khách hàng mà các chi tiết cần in sẽ sử dụng phương pháp in nào cho phù hợp (in tay hoặc in máy), với quy trình in tương tự nhau. Trước khi đưa vào in, chi tiết sẽ được xử lý bề mặt (bằng bàn là hoặc vòi xịt) nhằm loại bỏ bụi, lông và làm mịn chi tiết cần in. Tại công đoạn in, bản in (khung lưới) sẽ được chụp lên bề mặt sản phẩm cần in. Mực in (sau khi pha) sẽ đổ vào khung lưới để tạo thành hình mẫu cần in, nhờ dao gạt mực mà mực chỉ được giữ lại tại hình in định sẵn, phần mực dư sẽ được thu hồi dùng cho sản phẩm in tiếp theo.
Sản phẩm sau in sẽ được hong khô tự nhiên bằng giá phơi đối với các sản phẩm vải là chất liệu nilon; hoặc sấy ép đối với các sản phẩm vải là chất liệu cốt tông, polyeste hoặc các loại sản phẩm có tính thẩm mỹ cao; trước khi đưa qua bộ phận KCS kiểm tra xác suất trước khi tiến hành đóng gói, nhập kho.
3.3. Sản phẩm của dự án đầu tư:
Sản phẩm của dự án là: các sản phẩm dệt may như dây giày, dây bện, mặt giày với quy mô công suất tối đa là 400 tấn sản phẩm/năm (tương đương khoảng 2.000.000 m2/năm) và in hoa văn trên vải với quy mô công suất tối đa là 850.000 sản phẩm/năm.
4. Nguyên liệu, nhiên liệu, vật liệu, phế liệu, điện năng, hóa chất sử dụng, nguồn cung cấp điện, nước của dự án đầu tư
4.1. Nhu cầu sử dụng nguyên liệu, vật liệu, hóa chất sử dụng
Bảng 1. Khối lượng nguyên, hóa chất sử dụng
|
TT |
Nguyên, nhiên liệu, hoá chất |
Đơn vị tính |
Lượng sử dụng |
|
|
Hiện tại |
Tối đa |
|||
|
A |
Nguyên liệu cho hoạt động sản xuất và hoàn thiện sản phẩm dệt may |
|||
|
I |
Nguyên liệu chính |
|||
|
1 |
Sợi (các loại) |
Tấn/năm |
405 |
405 |
|
2 |
Thuốc nhuộm các loại |
kg/năm |
0 |
6.080 |
|
II |
Hóa chất phụ trợ nhuộm |
|
|
|
|
1 |
Bột bảo vệ |
kg/năm |
0 |
835 |
|
2 |
Tấm kiềm |
kg/năm |
0 |
835 |
|
3 |
Phân tán ngao hợp FE3 |
kg/năm |
0 |
165 |
|
4 |
Chất tinh luyện đa năng |
kg/năm |
0 |
500 |
|
5 |
Soda |
kg/năm |
0 |
1.250 |
|
6 |
Bột nguyên minh |
kg/năm |
0 |
2.500 |
|
7 |
Chất đồng màu đa năng |
kg/năm |
0 |
250 |
|
8 |
Chất kháng tĩnh điện |
kg/năm |
0 |
85 |
|
9 |
Chất chống ố vàng |
kg/năm |
0 |
250 |
|
10 |
Chất loại dầu mỡ bám vào vải |
kg/năm |
0 |
500 |
|
11 |
Chất tẩy cứng bông |
kg/năm |
0 |
85 |
|
12 |
Chất làm mềm vải |
kg/năm |
0 |
85 |
|
13 |
Chất làm mềm sâu |
kg/năm |
0 |
85 |
|
14 |
Xà phòng giặt |
kg/năm |
0 |
170 |
|
15 |
Chất chống nước |
kg/năm |
0 |
335 |
|
16 |
Hydro Peroxit |
kg/năm |
0 |
670 |
|
17 |
Axit Acetic |
kg/năm |
0 |
1.250 |
|
18 |
Sáp nến |
kg/năm |
0 |
1.250 |
|
19 |
Chất tẩy dầu sợi DA-58 |
kg/năm |
0 |
670 |
|
20 |
Chất làm mịn |
kg/năm |
0 |
850 |
|
21 |
Chất chống vàng nhiệt độ cao |
kg/năm |
0 |
250 |
|
B |
Nguyên liệu cho quá trình in hoa văn trên vải |
|||
|
1 |
Mực in |
Lít/năm |
0 |
200 |
|
2 |
Khung lưới |
cái |
0 |
25 |
|
C |
Nguyên vật liệu phục vụ xử lý môi trường |
|||
|
I |
Hóa chất xử lý nước thải |
|||
|
1 |
NaOH |
kg/năm |
577 |
3.120 |
|
2 |
PAC |
kg/năm |
1.154 |
15.600 |
|
3 |
PAA |
kg/năm |
59,3 |
780 |
|
4 |
Cloramin B |
kg/năm |
59,3 |
780 |
|
II |
Hóa chất xử lý khí thải |
|
|
|
|
1 |
NaOH/Na2CO3 |
kg/năm |
0 |
500 |
|
2 |
Than hoạt tính |
kg/năm |
0 |
120 |
|
III |
Nhiên liệu |
|
|
|
|
1 |
Dầu máy |
lít |
450 |
1.000 |
|
2 |
Nhiên liệu đốt lò hơi |
tấn |
0 |
1.061 |
4.2. Nhu cầu sử dụng nước
a, Hệ thống cấp nước:
Để phục vụ cho hoạt động sinh hoạt và sản xuất, Công ty sử dụng nguồn nước sạch được cấp từ Trạm cấp nước sạch của Công ty Cổ phần Cấp nước Nam Định.
b, Lượng nước sử dụng:
Căn cứ theo hóa đơn tiền nước của công ty từ tháng 8 đến tháng 11 (tra cứu tại http://capnuocnamdinh.vn, mã khách hàng 155946) thì lượng nước sạch sử dụng lớn nhất của dự án là 352 m3/tháng. Tuy nhiên trong thời gian này công ty vừa song hành giữa hoạt động sản xuất, sinh hoạt cùng quá trình thi công, cải tạo các hạng mục công trình và lắp đặt máy móc trang thiết bị nên số liệu này không đại diện được nhu cầu sử dụng nước thường xuyên của dự án. Do đó báo cáo xin được phép tính toán nhu cầu sử dụng nước sinh hoạt cho CBCNV làm việc tại dự án theo TCXDVN 33:2006 Cấp nước - mạng lưới đường ống và công trình tiêu chuẩn thiết kế; Trong đó tiêu chuẩn dùng nước sinh hoạt cho cán bộ công nhân viên làm việc tại dự án tối đa là 100 lít/người/ngày, nước cấp cho cán bộ chuyên gia thường xuyên sinh hoạt tại nhà máy là 200 lít/người/ngày. Đối với lượng nước cấp cho hoạt động sản xuất được lấy theo số liệu thực tế từ cơ sở sản xuất tại nước ngoài của công ty XinXiang (Công ty HongKong RunXinYuan Trading limited).
* Nước cấp sinh hoạt:
- Tổng số CBCNV của dự án là 350 người trong đó 20 người là cán bộ chuyên gia thường xuyên sinh hoạt tại nhà máy.
=> Lượng nước cấp sinh hoạt tối đa của dự án là: 20 người × 200 lít/người + 330 người × 100 lít/người = 37.000 lít = 37 m3/ngày.
* Lượng nước cấp cho hoạt động sản xuất:
Quá trình sản xuất công ty có sử dụng nước cho các quá trình sau: quá trình nhuộm, quá trình vận hành lò hơi và xử lý khí thải lò hơi và quá trình vệ sinh khuôn in. Trong đó:
+ Quá trình nhuộm:
Căn cứ theo số liệu từ hoạt động sản xuất thực tế với cùng loại hình tại nhà máy ở HongKong của Công ty XinXiang cho thấy. Khối lượng nước cần cung cấp cho toàn bộ quá trình nhuộm là khoảng 75m3/1 tấn sản phẩm. Vậy với quy mô công suất tối đa của dự án là 400 tấn sản phẩm/năm (≈ 1,3 tấn/ngày) thì lượng nước sạch cần cấp cho quá trình nhuộm là: 1,3 tấn × 75 m3/tấn = 97,5 m3/ngày.
+ Hoạt động in ấn:
Nước sử dụng để vệ sinh khuôn in với lượng sử dụng là 0,5m3/ngày.
+ Hoạt động lò hơi:
Dự án sẽ lắp đặt 01 lò hơi công suất 4 tấn hơi/giờ. Để tạo ra 4 tấn hơi/giờ cần cung cấp 4m3 nước/giờ. Một ngày lò hơi làm việc tối đa khoảng 10h thì khối lượng nước cần cung cấp cho lò hơi khoảng: 40 m3/ngày.đêm.
+ Hoạt động của hệ thống xử lý bụi, khí thải lò hơi:
Tại khu vực lò hơi thiết kế bể chứa nước có thể tích 15m3 để cấp và thu gom tuần hoàn nước từ quá trình xử lý bụi, khí thải lò hơi. Định kỳ 3-5 ngày/lần tiến hành thay thế nước mới để đảm bảo hiệu quả xử lý.
* Nước sử dụng cho hoạt động tưới cây xanh:
+ Theo tiêu chuẩn cấp nước TCXDVN 33:2006 lượng nước sử dụng để tưới cây khoảng 6 lít/m2. Tổng diện tích cây xanh theo mặt bằng quy hoạch của dự án là 2.532 m2 (20,67%) thì lượng nước sử dụng cho hoạt động tưới cây xanh tối đa là: 2.532 m2 × 6 lít/m2 = 15.192 lít/ngày ≈ 15,2 m3/ngày.
Bảng 2. Tổng hợp nhu cầu sử dụng nước của dự án
|
STT |
Nhu cầu sử dụng nước |
Lượng nước sử dụng (m3/ngày) |
|
1 |
Nước cấp cho sinh hoạt |
37 |
|
2 |
Nước cấp cho hoạt động sản xuất |
153 |
|
- |
Nước sử dụng cho quá trình nhuộm |
97,5 |
|
- |
Nước sử dụng cho hoạt động của lò hơi |
40 |
|
- |
Nước sử dụng cho hệ thống xử lý khí thải lò hơi |
15 |
|
- |
Nước vệ sinh khuôn in |
0,5 |
|
3 |
Nước cấp cho hoạt động tưới cây |
15,2 |
|
Tổng |
205,2 |
|
4.3. Nhu cầu sử dụng điện.
Điện phục vụ cho sản xuất và sinh hoạt của dự án được cung cấp bởi Công ty Điện lực Nam Định. Từ trạm biến áp của KCN, điện được dẫn về trạm biến áp của nhà máy để cấp cho các khu vực có nhu cầu sử dụng.
+ Giai đoạn hiện tại: 85.000 kWh/tháng
+ Khi dự án đi vào hoạt động ổn định khoảng 150.000 kWh/tháng.
5. Các thông tin khác liên quan đến dự án đầu tư :
5.1. Các hạng mục công trình của dự án
Công ty Cổ phần thủ công mỹ nghệ Minh Tâm đã được BQL Các khu công nghiệp tỉnh Nam Định xác nhận công trình xây dựng thuộc dự án đầu tư tại KCN Hòa Xá tại văn bản số 977/BQLCKCN-ĐTQH ngày 28/9/2022 và được Ban quản lý các khu công nghiệp tỉnh Nam Định chấp thuận tổng mặt bằng điều chỉnh dự án đầu tư của Công ty Cổ phần thủ công mỹ nghệ Minh Tâm tại KCN Hòa Xá, tỉnh Nam Định tại văn bản số 710/BQLCKCN-ĐTQH ngày 17/6/2023.
Các hạng mục công trình của dự án cụ thể như sau:
Bảng 3. Các hạng mục công trình của Dự án
|
TT |
Hạng mục công trình |
Số tầng |
Diện tích (m2) |
Ghi chú |
|
I |
Hạng mục công trình chính |
|||
|
1 |
Nhà xưởng số 01 |
1 |
3.772,9 |
Đã xây dựng |
|
2 |
Nhà xưởng số 02 |
1 |
929 |
|
|
3 |
Nhà xưởng số 03 |
1 |
2.121,8 |
|
|
II |
Hạng mục công trình phụ trợ |
|||
|
1 |
Nhà bảo vệ |
1 |
13 |
Đã xây dựng |
|
2 |
Nhà văn phòng (thay đồ) |
1 |
327,6 |
|
|
3 |
Nhà kho |
1 |
84,6 |
|
|
4 |
Khu phụ trợ (ăn ca) |
1 |
122,2 |
|
|
5 |
Nhà để xe |
1 |
200 |
|
|
6 |
Nhà vệ sinh chung |
1 |
26,6 |
|
|
7 |
Khu cấp khí, phụ trợ (lò hơi) |
1 |
221,7 |
Xây dựng mới |
|
8 |
Trạm biến áp treo |
- |
- |
Đã xây dựng |
|
9 |
Trạm bơm PCCC |
1 |
24 |
Xây dựng mới |
|
10 |
Bể nước ngầm 500 m3 |
- |
- |
Đã xây dựng |
|
11 |
Bể nước ngầm 300 m3 |
- |
- |
|
|
III |
Hạng mục công trình bảo vệ môi trường |
|||
|
1 |
Trạm xử lý nước thải tập trung công suất 200 m3/ngày.đêm |
1 |
137,9 |
Đã xây dựng |
|
2 |
Kho chứa CTNH |
1 |
63,6 |
|
|
3 |
Kho chất thải rắn công nghiệp |
1 |
150 |
Xây dựng mới |
|
4 |
Hệ thống thu gom, thoát nước mưa |
- |
01HT |
Đã xây dựng |
|
5 |
Hệ thống thu gom, xử lý nước thải |
- |
01HT |
|
|
6 |
Hệ thống thu gom xử lý hơi mùi, khí thải lò hơi |
- |
01HT |
Xây dựng mới |
|
7 |
Cây xanh (20,67%) |
|
2.532 |
Trồng bổ sung |
|
IV |
Hạng mục công trình khác |
|||
|
1 |
Hệ thống cung cấp điện |
- |
1HT |
|
|
2 |
Hệ thống cung cấp nước |
- |
1HT |
|
|
3 |
Hệ thống PCCC |
- |
1HT |
|
|
4 |
Sân, đường nội bộ |
- |
1.523,1 |
|
|
|
Tổng |
|
12.250 |
|
5.2. Danh mục trang thiết bị máy móc của dự án:
Bảng 4. Danh mục máy móc, thiết bị của dự án
|
TT |
Tên thiết bị |
Đơn vị |
Số lượng |
|
I |
Thiết bị dụng cụ sản xuất, hoàn thiện sản phẩm dệt may |
||
|
1 |
Máy dệt dây điện tử |
Chiếc |
30 |
|
2 |
Máy dệt dây tốc độ cao |
Chiếc |
250 |
|
3 |
Máy đĩa tròn |
Chiếc |
350 |
|
4 |
Máy kẹp đầu dây |
Chiếc |
20 |
|
5 |
Máy chỉnh dọc |
Chiếc |
10 |
|
6 |
Máy cuộn sợi |
Chiếc |
20 |
|
7 |
Là dây dệt |
Chiếc |
3 |
|
8 |
Máy gấp dây |
Chiếc |
6 |
|
9 |
Máy dây tròn |
Chiếc |
3 |
|
10 |
Máy dệt mặt giày |
Chiếc |
600 |
|
11 |
Máy ép bóng |
Chiếc |
3 |
|
12 |
Máy laze |
Chiếc |
30 |
|
13 |
Máy là mặt giầy |
Chiếc |
30 |
|
14 |
Bồn nhuộm nằm |
Chiếc |
18 |
|
15 |
Máy vắt khô |
Chiếc |
3 |
|
16 |
Nồi hơi 4T |
Chiếc |
1 |
|
17 |
Bồn nhuộm đứng |
Chiếc |
30 |
|
18 |
Máy gỡ dây |
Chiếc |
2 |
|
19 |
Máy siết dây |
Chiếc |
2 |
|
20 |
Máy sấy khô |
Chiếc |
3 |
|
21 |
Máy làm mẫu |
Chiếc |
2 |
|
22 |
Máy nén khí |
Chiếc |
2 |
|
23 |
Máy hồ dây bện |
Chiếc |
2 |
|
24 |
Máy đo kiểm |
Chiếc |
1 |
|
25 |
Máy so màu |
Chiếc |
1 |
|
26 |
Máy đo UV |
Chiếc |
1 |
|
27 |
Máy thí nghiệm độ bền dây |
Chiếc |
2 |
|
II |
Thiết bị dụng cụ sản xuất in hoa văn trên vải |
||
|
1 |
Khuôn in |
Chiếc |
25 |
|
2 |
Máy in |
Chiếc |
01 |
|
III |
Các máy móc, thiết bị khác |
||
|
1 |
Máy vi tính, máy in |
Bộ |
30 |
|
2 |
Xe nâng |
Chiếc |
2 |
|
3 |
Cân điện tử |
Chiếc |
2 |
CÔNG TY CP TƯ VẤN ĐẦU TƯ VÀ THIẾT KẾ XÂY DỰNG MINH PHƯƠNG
Địa chỉ: 28B Mai Thị Lựu - Khu phố 7, Phường Tân Định, TP.HCM
Hotline: 0903 649 782 - 028 3514 6426
Email: nguyenthanhmp156@gmail.com
Website: www.minhphuongcorp.com - www.minhphuongcorp.net



Tin liên quan
- › Báo cáo đánh giá tác động môi trường nạo vét thông luồng cửa biển
- › Báo cáo đề xuất cấp giấy phép môi trường cơ sở Nhà máy sản xuất bột cá
- › Báo cáo đề xuất cấp GPMT dự án xây dựng xưởng sản xuất và kinh doanh hàng may mặc
- › Báo cáo đề xuất cấp giấy phép môi trường dự án nhà máy xử lý nước thải Cảng cá La Gi
- › Báo cáo đề xuất cấp giấy phép môi trường Dự án Phân xưởng chế biến nước mắm
- › Báo cáo đề xuất cấp giấy phép môi trường dự án nhà máy sản xuất Dược phẩm
HOTLINE

HOTLINE
0903 649 782




HOTLINE
HOTLINE
0903 649 782





